
Thermal cracking processes (bitumen viscosity reduction) are significant methods for converting heavy feedstocks. The increase in the amount of energy consumption in the world, the reduction of renewable energy sources and environmental issues have caused more attention to the upgrading of heavy oils. These processes are carried out at low pressure and high operating temperature and do not need expensive catalysts. Today, the most common processes for converting heavy feed are viscosity reduction.
These processes are important for refineries from an economic point of view and their use will continue in the coming centuries. Thermal fracturing is one of the most important methods of upgrading the rest of the world’s heavy residues. 58% of heavy oil upgrading capacity includes thermal cracking processes. There are other methods such as hydrogen conversion, catalytic cracking, and asphaltene separation for upgrading heavy oil residues.
In thermal fracture, the connection between hydrocarbon components with long branches is broken by heat and heat and they turn into smaller branches. The higher the temperature, the more and faster the breakdown of hydrocarbon branches occurs.
The upgrading of bitumen to light and valuable products is a vast process that will lead to a decrease in the molecular weight and boiling point of the components inside the feed. The chemistry of turning bitumen into light and valuable materials is complicated, because bitumen is composed of large amounts of organic molecules, including hydrocarbons with high carbon numbers in each branch, single atoms such as sulfur and nitrogen, and metals. These components are scattered in the food in the form of light substances such as methane to substances with a molecular weight of 15000 grams per gram mol.
The thermal conversion of bitumen to lighter components occurs due to the reactions between free radicals. Although the reaction of a radical branch alone is simple, it will be very complicated in the bitumen composition that contains a large amount of these free radical reactions.
There are two main methods for improving and thermal breakdown of bitumen:
Viscosity reduction and coking.
Reducing the viscosity of bitumen is a process of breaking and mild thermal decomposition that was initially used to reduce the viscosity of feed and use as fuel oil. This process includes 25% of the upgrade processes.
The reduction of bitumen viscosity was invented in 1920 and has been widely used to promote and improve the residual vacuum and heavy oil to produce gas products, naphtha, and feed with lower viscosity. This non-catalytic thermal process is widely used to reduce the viscosity and pour point of feed and use it as heating oil. In the process of viscosity reduction, the amount of liquid product production is higher compared to gas and coke production.
Measures should be taken to obtain more liquid products from this process under milder operating conditions.
On the other hand, coking processes lead to the production of gas, liquid and solid products (coke), which depends on the temperature, pressure and type of process feed. The amount of coke production in such processes is much higher than the process of reducing the viscosity of bitumen. In hydrogen processes, by adding hydrogen to the system, lighter and better quality products can be obtained compared to the other two processes. But the supply of hydrogen source and its production cost is high. Considering that something around 40% of crude oil will be refined in the form of sludge, therefore, a lot of investments have been made to upgrade this type of feed, and depending on the economy, the type of feed, and the need for manufactured products, various processes can be chosen. did
1. Viscosity reduction with sugar
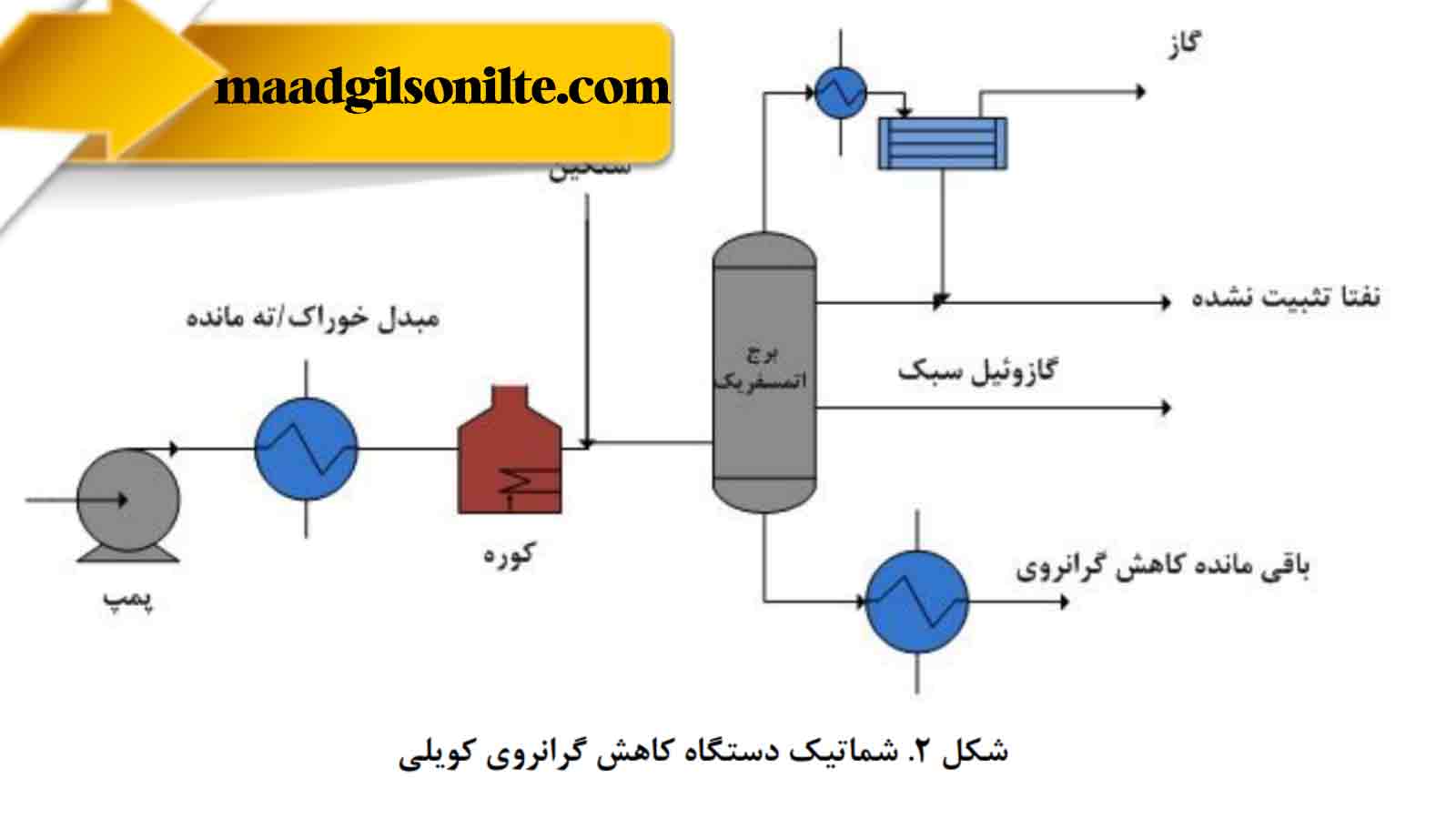
2. Viscosity reduction with coil
The difference between these two methods is that in the Sukri process, a lower temperature and a longer residence time are used, while with the coil method, the temperature will be higher and the residence time will be shorter. Therefore, if the amount of viscosity reduction is equal, the Sukri method consumes less energy compared to other methods. In the method of reducing viscosity with soaker, the conversion is also done in the heater, but most of it is done in the reaction container or soaker that keeps the two fluid phases at high temperature for a certain period of time. The quality and efficiency of the production products of the sukri chamber or coil are the same at the same operating intensity and are independent of the device structure.
By providing the necessary residence time to carry out the desired reaction in the Sucre chamber design, the heater operates at a lower outlet temperature. As a result, fuel consumption is saved. But this process also has disadvantages, which can be mentioned in the de-coking operation of the heater and the soaker chamber. Of course, the necessary equipment to remove coke from the soaker chamber is not as simple as the thermal coil type equipment, and in the soaker chamber type, more equipment is needed to remove the coke and remove it.
The method of removing coke from a container is to separate it with the help of high pressure water and as a result create a large amount of water containing coke that needs to be filtered for reuse.
The coil process is very different from the Sucre process. Because in the coil process, the transformation is done due to the high temperature failure in the coil placed in the furnace. The most important advantage of the coil is having heating with two heated areas, which provides better control over the heated materials. Also, descaling of heating pipes is done easily by steam-air descaling method.
In the process of reducing bitumen viscosity, the goal is to produce valuable liquid products and reduce feed viscosity, but minimizing the amount of unwanted coke production is another important goal of this process. One of the ways to reduce coke production is to add hydrogen to the system either directly or indirectly – using hydrogen-containing gases such as methane. In this method, with the addition of hydrogen to the system, the ratio of carbon to hydrogen is reduced, so the amount of production of lighter products increases.
This method is used in processes such as hydrogen conversion of heavy residues. In some processes, this method has been used for viscosity reduction with the addition of hydrogen, hydrogen thermal conversion, or water conversion processes that lead to hydrogen production during the reduction process.
Until today, many studies have been done on the process of viscosity reduction, kinetics, modeling, and also the characteristics of the obtained products, which can be used to reduce the viscosity of all reactions in the thermal fracture process depending on three factors: time, temperature, and pressure.
In some of these processes, the reduction of bitumen viscosity has been investigated from the point of view of gas, liquid and coke efficiency, as well as the amount of changes in the viscosity of the liquid product.
But most of these investigations have been done at a temperature higher than 400 degrees Celsius. There are few informations and studies on the breaking process and decomposition of heavy oil and bitumen in the lower temperature range such as 340 to 400 and with different reaction times.
In this work, the effect of increasing pressure on the efficiency of coke and produced gas has been investigated. In the following, the rate of change of product yield at constant temperature and pressure and 7 time periods and at the end the relationship between temperature and time and the yield of products at a temperature between 340 and 400 degrees Celsius, which is lower than the industrial temperature of this process, which is often 430 degrees, is examined. Is.
All the tests were done with a bitumen cut sample whose specifications are given in Table 1. The experiments were carried out in a semi-continuous reactor, which is made of steel. This reactor is placed inside the fluid bed sand bath to be heated. The temperature inside the reactor is obtained indirectly by measuring the temperature of the bath. The pressure inside the reactor is regulated by the nitrogen flow entering it. Nitrogen is also used to prevent the risk of explosion and help to remove products resulting from failure. The pressure inside the reactor is also regulated by a back pressure control.
Table 1. Food specifications

In this section, firstly, he investigated the effect of pressure on the efficiency of coke and produced gas, and then on the effect of time on
Efficiency and relationship between time and temperature at low temperatures are stated.
In a closed system, light products may undergo thermal failure again and lead to the production of light gases.
An increase in the amount of gas production due to the failure of more liquid products may cause the production of coke, because the ratio of hydrogen to liquid carbon will decrease. But in this work, new assumptions have been used. In this work, it is assumed that lighter products are useful in preventing the production of coke and the continuous exit of these light products from the reaction system leads to more failures of the remaining components and an increase in the ratio of carbon to hydrogen in the liquefied product, which can be due to the uneven distribution of hydrogen. Increase coke production.
The new hypothesis presented is that the amount of produced coke can be reduced by changing the pressure and operating conditions of the process.
Based on this hypothesis, produced light gases can play the role of hydrogen transfer source between products. This means that the produced gas has the ability to transfer and distribute hydrogen and will lead to a decrease in the ratio of carbon to hydrogen and, as a result, produced coke. In order to investigate this hypothesis, fracture and thermal decomposition have been performed at 4 different pressures of 1, 2, 4 and 8 MPa under semi-continuous conditions and at a temperature of 400 degrees Celsius. Based on the balance of vapor and liquid, with increasing pressure, the amount of gas absorption in the liquid increases.
With the increase in pressure, the production efficiency of coke has decreased. This article will confirm the hypothesis that the increase in pressure has led to the lighter production components playing the role of hydrogen carriers and by staying in the phase of liquid products and breaking more due to the smaller branch, it will release its hydrogen. distribute between the components and increase the ratio of hydrogen to carbon.
In addition to coke, the efficiency of produced gases in the thermal decomposition of bitumen should also be examined. With the increase in pressure, the efficiency of the produced gas product has also increased. But this increase process is not uniform. However, there is a direct increase between the amount of gas produced and the increase in pressure, which confirms the hypothesis that increasing the residence time of the gas phase will lead to more failure of the feed.
The weight efficiency of coke and gas production at a temperature of 400 degrees Celsius and a time of 90 minutes at different pressures, the effect of time on the rate of change in the yield of products at the same temperature and pressure of 400 degrees Celsius and 4 MPa and in the time period of 0,10,20,30,60,90 And 120 minutes have been reviewed.
The duration of the reaction is calculated from the moment the temperature reaches 400 degrees Celsius. The zero time indicates that the test is stopped as soon as the temperature reaches 400. The pyrolyzed liquid product is dried by heat to measure its viscosity. Production coke is also separated from the liquid product.
The yield of liquid product, coke and gas produced after pyrolysis of bitumen at a temperature of 400 degrees Celsius and a pressure of 4 MPa at different times in a semi-continuous reactor is shown in Table 2. The yield rate of the liquid product decreased from 97.8 percent to 95.8 percent from 0 to 20 minutes, then it remained almost constant until 60 minutes.
The coke efficiency remained constant from 0 to 20 minutes, then this amount reached 1.7% by weight at 60 minutes. Also, the amount of viscosity at the temperature of 40 degrees Celsius from 0 to 60 minutes without the formation of coke has been reduced by 99% compared to the amount of fresh bitumen. After this, from 60 to 90 minutes, the coke efficiency increased and the viscosity increased from 761 MPa. The second has increased to 5616 at a temperature of 40 degrees Celsius. The viscosity of the liquid product has been measured after extracting its solid part.
The increase in viscosity is due to the formation of heavy components. Until 60 minutes from the reaction time, when the amount of liquid decreases, gas increases and coke remains unchanged, it will indicate that thermal failure has not started and only the light components of the feed have evaporated, leading to a decrease in liquid yield and an increase in gas yield. Therefore, from the time of 60 minutes onwards, the temperature of 400 degrees is the starting temperature of failure.
Because before the time of 60 minutes, the viscosity is at its lowest value and at this time, the cake starts to form. So, the beginning of the thermal break process is when the production cake efficiency and viscosity increase, and the increase in gas efficiency and decrease in liquid efficiency will be only due to the evaporation of the light components of the feed.
Table 2. Yield of thermal decomposition products at a temperature of 400 degrees Celsius, a pressure of 4 MPa and different times
Time, minutes, liquid yield, weight percent of coke yield, weight percent of gas yield, weight percent
0.91 1.2 0.8 97
1/2 1/2 6/96 10
2/9 1/2 95/8 20
2/5 1/4 96/1 30
3 1/7 95/3 60
9/3 2/6 88/1 90
4/9 5/6 89/5 120
The process of reducing the viscosity of bitumen was carried out at operating temperatures of 340, 360, 380 and 400 degrees Celsius and a pressure of 4 MPa at different times in order to investigate the relationship between temperature and time at low temperatures for oil sands. As stated before, 60 minutes for the temperature of 400 degrees Celsius is the time to start the decomposition of the components.
The table states that the efficiency of coke for temperatures of 340, 360 and 380 degrees Celsius is almost a constant value until the times of 480, 240 and 120 minutes, respectively. At a temperature of 340 degrees Celsius, there is a relationship between the amount of liquid and gas produced in the period from 0 to 60 minutes. From 60 minutes to before 480, the rate of change of gas efficiency is insignificant and liquid efficiency is constant.
At the temperature of 360 degrees, with the increase of the reaction time from 0 to 20 minutes, the efficiency of the liquid product and produced gas has been almost constant.
From 20 to 30 minutes, the efficiency of the liquid has decreased and the efficiency of the produced gas has increased. Then, from 30 to 240 minutes, the production gas and liquid efficiency remained almost constant. At 380 degrees, with the increase of reaction time from 0 to 20 minutes, the efficiency of the liquid decreased while the efficiency of the produced gas increased.
In the following, the yield of gas and produced liquid remains constant until 120 minutes. At all temperatures, no coke has been formed before the start of failure. By increasing the duration of the reaction, the relationship between the efficiency of the produced gas and liquid is established. Therefore, the yield of gas and produced liquid remains constant until the start of food decomposition. Therefore, the thermal failure of bitumen does not follow the inverse relationship between time and temperature.
The amount of viscosity reduction for these temperatures is the same as the temperature of 400 degrees. For the temperatures of 340, 360 and 380 degrees Celsius, the viscosity first decreased and then increased after the start of decomposition.
At a temperature of 400 degrees, the increase in viscosity occurs at the time of cake formation and at the moment of decomposition. But in the other three times, the increase in viscosity occurred at a point where coke is not produced. Although the measurement of viscosity is without considering production coke. Because production coke consists of heavy components and causes an increase in viscosity, therefore it is separated from the liquid product.
As a result, considering the changes of coke efficiency and viscosity with time and temperature, the thermal failure of bitumen at low temperatures cannot follow the inverse relationship between reaction time and operating temperature.
conclusion
Bitumen is one of the heavy petroleum products that can be transformed into gaseous, liquid and fuel oil products by performing the thermal cracking process. In the process of reducing the viscosity of bitumen, pressure, temperature and process time are operational conditions that affect the quality and quantity of products. Increasing the pressure by reducing the gas exit from the system and absorbing more of this product in the liquid phase has reduced the production of coke.
Because the gas inside the system can become a source for transferring hydrogen and increasing the quality of the produced liquid product and reducing the ratio of carbon to hydrogen. In addition, the beginning of the decomposition process is accompanied by an increase in the coke efficiency and the viscosity of the liquid product. The lack of change in cake efficiency and the increase in gas efficiency in contrast to the decrease in liquid efficiency indicate the evaporation of the light components of the feed and are not the reason for the start of the failure process.
Also, at low temperatures, the inverse relationship between reaction time and temperature is not true for thermal decomposition of bitumen. Because at high temperatures, the reaction time is reduced. However, this is not true at low temperatures and increasing the process time does not have a great effect on the yield of products.







